AE診断では、下図のように、2つのAEセンサ(ch1-ch2)を設備両端へ取り付けることで、その伝搬時間差から、AE発生位置(亀裂・損傷位置)を特定することが可能である。
ポータブル振動診断器 MK-220
コロナ放電ビューアー
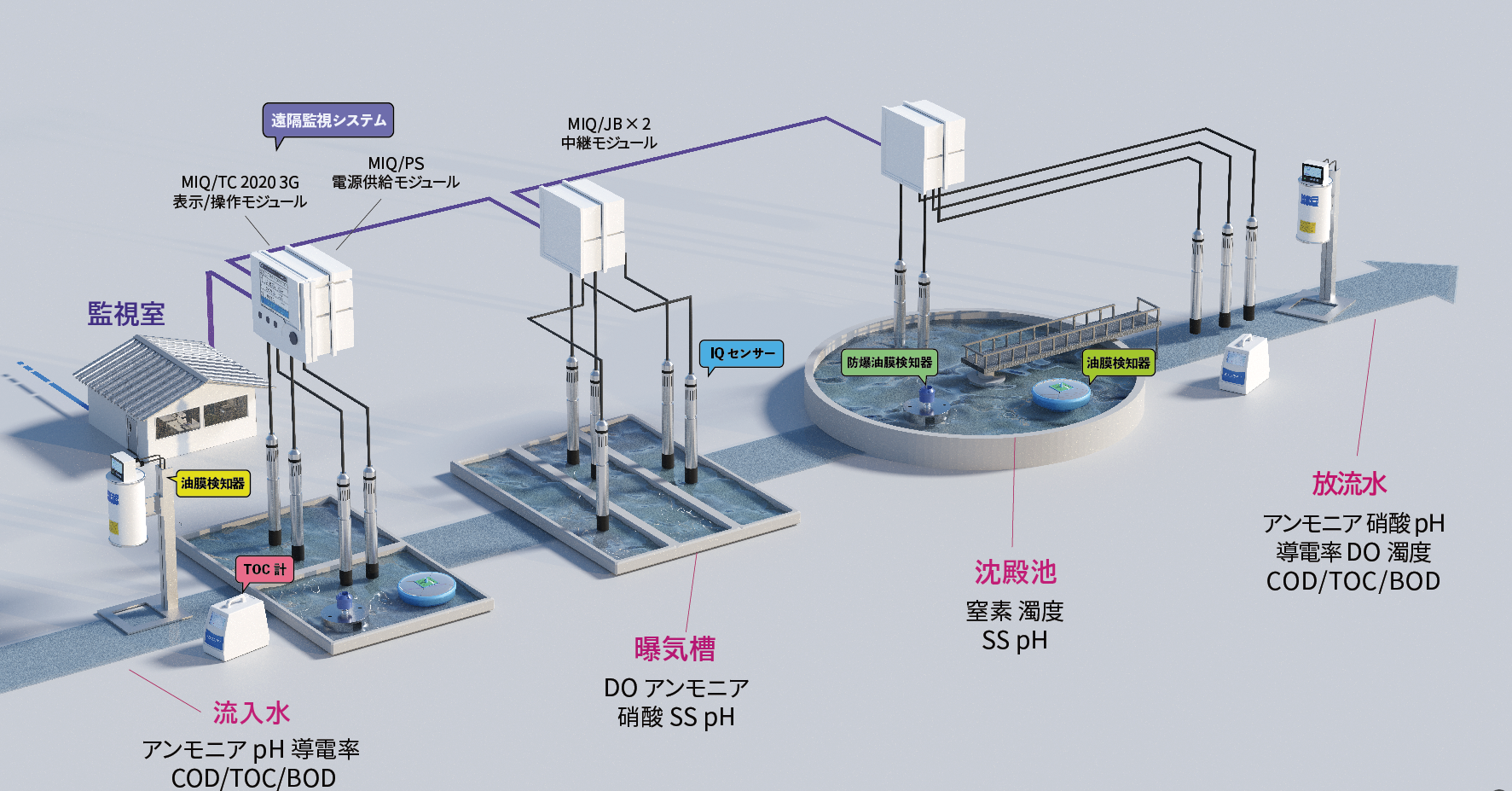
IQセンサーネット【水質オンライン監視システム】
オンラインで多彩な水質監視を実現する次世代システム
AE診断-780x481.png)

AE診断.png)